

| 新闻资讯 | 发布日期:2020-11-21 发布者:住野精工 |
流延膜使用的是“多层共挤流延法法”,吹膜使用的是“多层共挤吹塑法”,这两种生产工艺是薄膜生产领域里最常见的两种工艺。
1、多层共挤吹塑法:
这种生产工艺方法主要分为上吹风冷和下吹水冷两种形式。上吹风冷,主要是由多台挤出机,多层叠加模头,多风口风环,IBC内冷系统,人字夹板,旋转牵引系统,下牵引系统以及收卷系统这几个主要部分组成。下吹水冷,基本组件与上吹式相同,所不同的是在冷却方式,下吹以循环泠却水作为冷却的主要形式,各部件的设计位置与上吹有所不同,这种生产工艺在我国的PE和PP膜生产中比较常见。在多层共挤高阻隔性薄膜的生产中,仍旧以上吹风冷式机组为主。不管用哪二种形式的机组,在外观形态上,都是以筒状膜为主要表现特征,在真空袋制袋方面,由于减少了二个热封边,在对包装内容物的保护上比流延膜有着非常大的优势。在拉伸强度方面比流延膜好。

2、多层共挤流延法:
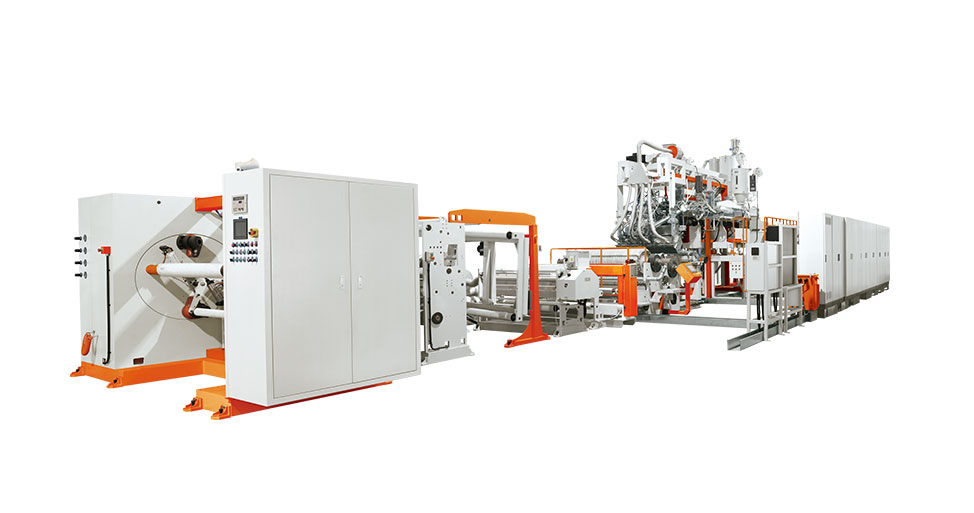
这种生产工艺主要是由多台挤出机,多流道分配器(俗称“集料器”),T型模头,流延系统,水平牵引系统,振荡器,收卷系统组成。这种生产工艺主要的特点在于,生产出来的薄膜制品表面光泽度好,平整度高,厚度公差小,力学延伸性能好,柔韧性好,透明度比吹塑法高。
这两种生产工艺在我国是最为常见的,由于吹塑工艺在产品平整度以及透明度方面不能与流延膜相比,但是其生产的高效率,设备投入低,低材料损耗量是流延工艺无法比拟的。因此,在国外企业对吹塑工艺不足之处的改进上,进行了深入的研究与开发,主要体现在这四个方面。
(2)对挤出机放置的位置与角度上;
(3)泠却系统的改进(以风环与内冷技术为主)
(4)材料配方与结构设计
通过实践证明,在薄膜的透明度,平整度,各层材料的厚薄均匀度上都达到或接近流延法的水平。如果国内企业在高阻隔薄膜设备投入方面,2010年以后基本以吹膜为主。
生产工艺比较:
1、流延法比吹塑法更加适合应用于多层共挤的薄膜生产加工,尤其当使用多种不同材质的材料进行共挤时,流延法的生产工艺参数更易于控制,加工设备的关键部分――模头的设计更能有效保证产品中各种材料分布的均匀性。而吹塑法的多层共挤模头技术难度更大,结构更为复杂且技术尚不够成熟。
2、流延法的加工设备中,模头至冷辊(成型至定型)的距离一般为10~20mm,熔膜帘很短且在真空吸气罩、气刀及定边装置的帮助下很快定型,产品质量好且稳定。而吹塑法由于熔膜有一个吹胀过程,并依靠空气或水来冷却定型。产品的定型时间过长且定型前的变化很大(一般吹胀4~7倍)。容易在熔膜阶段受到外界和自身因素的影响,产品质量控制的难度非常大且稳定性差。
3、在原料的选择上吹塑法和流延法也有较大差异,多层共挤时吹塑法要求尽量选用流动性接近的材料来相互搭配,当材料流动性相差较大时,缺乏相应措施进行调整,因而当选定了其中一种材料时,与其共挤的其他材料没有多大的选择余地,这在很在程度上制约了多层共挤加工工艺优势在产品质量上的体现,而流延法的加工设备通过对分流道的调节可以很轻松解决吹塑法中几乎无法解决的问题。

产品特点比较:
1、吹塑法因有一个吹胀过程而导致产品的纵、横向的分子受到不同程度的拉伸。产品的耐温度性能和热封性能都会受到较大影响,当产品需要蒸煮消毒(如121℃蒸气)时,成型中被拉伸的分子链受热后会有明显的回缩现象,导致产品严重变形,并且会大大降低热封连接处的强度而导致漏袋现象。
2、流延法生产薄膜(又称未拉伸薄膜)时,分子排列有序,产品冷却速度快,有利于提高产品的透明度、光泽度及厚薄均匀性,且产品质地较软、较韧;抗冲击性能、耐热及低温适应性均好于吹塑法。
3、流延法的生产效率极高,产品质量稳定性好。生产过程中的废料少,且较易实现在线回收边、废料,材料的利用率高。
4、流延法采用平模头,模头内设有特殊滞留槽,能保证材料流动时的均匀一致,并且通过模头的自动调节装置可自动控制模唇间隙的均匀性,控制精度非常高,较厚的薄膜可控制在±3%以下。而吹塑法采用的环形模头及多层叠加的模芯,对加工精度和装配精度要求非常高且特别难以控制,如果加工及配合精度有微小的误差,无法通过调节来弥补,因此产品的厚薄公差基本在±10%左右,对于200μm厚的薄膜而言也就意味着最薄处为180μm而最厚处可能为220μm,在焊封制袋时,模具的间隙和热封温度无论如何调整都难以保证最厚处和最薄处都能达到必须的封合强度。漏袋现象在所难免,成品率自然很低。
5、对于熔体强度较低的材料,需采用下吹法、水冷定型。水份烘干不彻底或电晕层选料不当都会导致电晕处理效果差或电晕衰减严重。影响印刷的油墨粘接牢度而导致脱色。流延法采用钢制铸片辊(内通冷却水)对薄膜冷却定型,水分不与薄膜直接接触。
6、对于需蒸煮(121℃蒸气杀菌)的薄膜,无论流延法还是吹塑法都必须选用耐蒸煮级的原材料。非蒸煮级的材料蒸煮后会导致薄膜变硬。
南京住野精工机械有限公司有专业的流延膜生产线,公司主营的流延膜制造生产线有:TPU热熔胶膜生产线,CPP/CPE流延膜生产线,EVA太阳能封装胶膜生产线,PE卫生透气膜生产线,PVDF流延膜生产线,PP三维立体薄膜生产线,医用血液净化薄膜生产线,多层共挤阻隔膜生产线,LLDPE缠绕膜生产线等。
公司地址:江苏省南京市江宁区秣陵街道开拓路11号
联系方式:025 5183 9686/133 9078 0291
