

| 新闻资讯 | 发布日期:2020-10-9 发布者:住野精工 |
一、生产设备
采用高浓度PIB母料、VLDPE、EVA等为增黏剂时,生产聚乙烯缠绕薄膜可以原封不动地使用通用型流延薄膜成膜机组和通用型吹塑薄膜成膜机组,但当直接采用聚异丁烯为增黏剂时,需要对挤出机作适当的改进,或者将进料料斗改成强制加料,以便使拌有聚异丁烯的黏稠性物料不致“打滑”而顺利供料,或者采用可泵入液体添加剂的特种挤出机,通过泵入的方式,加入聚异丁烯增黏剂,否则只能采用聚异丁烯的母料作为增黏剂。
随着聚乙烯缠绕薄膜生产、利用量的日益增加,塑料薄膜生产设备的厂商,也十分关注聚乙烯缠绕薄膜的生产,目前国内已经开发出有许多聚乙烯缠绕薄膜的专用生产线可供选用。www.susumino.com薄膜生产设备。
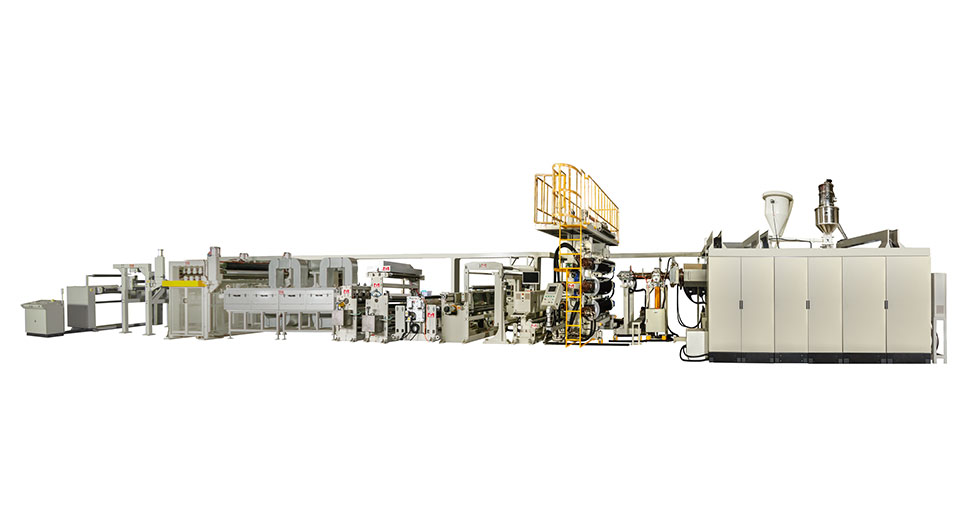
1.缠绕膜流延设备
这里以南京住野精工的缠绕膜流延设备为例进行介绍。
(1)设备主要参数
①结构
三层共挤A/B/C(每层比例可根据产品用途不同进行调整)。
② 薄膜宽度
2000mm(可在线分切膜宽至300mm).
③线速度
最高可达200m/min.
④薄膜厚度范围 0.02~0.1mm。
⑤厚度偏差
自动控制生产线厚度偏差2%;手动控制生产线厚度偏差5%.
⑥最高产量
2500t/a(以膜厚20μm、生产线年运转7000h计算)。
⑦整机容量
550kW.
(2)生产流程
原料→负压上料→双组分配比供料→挤出→过滤→计量泵(选用)→熔体管道→分配器→模具→骤冷定形→在线
测厚→电晕处理(选用)→三道牵引及在线分切→中心收卷→成品卸卷。
www.susumino.com薄膜生产设备
(3)设备流程说明
①负压上料
选用强力负压风机,通过PLC控制吸、送料全过程。
②双组分配比供料器
每台辅机在母料上,选用两个子料斗,通过两个不同转速、不同节距的送料螺杆,按设定的比例将原料及功能性母料送到母料斗中并均匀搅拌。主机母料斗配一个子料斗,在子料斗中央增设在线回收边料斗,通过送料螺杆将回收料及原料定量、定时且搅拌均匀后送到挤出机进料口;边料在线回收率可达到99%.
③挤出
配有三台挤出机(一台主挤出机,两台辅助挤出机),既可生产单面自粘的缠绕薄膜,亦可生产双面自粘的缠绕薄
膜,对原料的选用灵活自如。考虑到对茂金属乙烯的适用性,采用PE专用螺杆式结构(混炼型、带屏障段),可减少螺杆对物料的剪切力;料筒加热采用带齿形散热片的加热器,确保控温精度;配有液压换网器,可快速方便地进行换网,网前网后设有压力传感器,对熔体压力波动状况进行监控。
④计量泵、分配器与模具
根据客户不同要求,可选用国产件(浙江精诚公司生产)或进口件(意大利 Simplas 公司生产),
模具唇口调节采用手动单点推拉式结构,调节螺丝间距25.4mm,所有熔料流过面均经过镀铬处理,表面粗糙度在R.0.03μm以下;由于模具生产温度较高(260℃左右),加热管功率选用略高,控温精度±1℃以内。
⑤双腔负压风箱
在模具下、紧贴铸膜辊处设置双腔负压风箱,利用真空将挤出膜片与铸膜辊之间的空气排除,实现强制附膜。真空箱由两个箱体组成,即预抽空箱与真空箱。预抽空箱的作用是保证主腔能达到高真空,并排除挥发物,其真空度可控制在1470Pa以上;主腔是高真空箱,真空度可达7840Pa以上。选用双腔负压箱可大大提高铸膜速度(使生产速度达220m/min),确保铸膜稳定并减少铸膜颈缩量,增加薄膜的有效宽度。真空箱用不锈钢制成,内表面易清理,真空箱与模具之间设有保温层,侧面配有挡片,可调节箱体的密闭性。
⑥电子锁边
电子锁边装置的采用,可更好地适应高速生产的需要并减少缩幅。
⑦铸膜装置
铸膜装置由铸膜辊、骤冷辊、清洁展平压辊、独立驱动电机、正压风刀、移动升降电机、机架等组成。铸膜辊为
雾面辊,骤冷辊为镜面辊。骤冷辊的冷却流道采用双向回流式螺旋流道设计,骤冷辊面表面温差误差可达到≤±1℃的水平,以提高制品品质。为获得最佳生产工艺条件,以适应多种不同原料加工课度及速度的变化,行展提能升降,还能前后移动,清洁规亦能在规调整,为了能满足较厚溶度的生产,在铸膜机上配置一把正压风,采用电动调书,工作人员可根据生产的需要调数它的位置及角度。
⑧ 测厚
根据用户不同要求,可选用国产测厚仪或进口在线测厚仪。
⑨牵引(在线分切)及中心收卷
采用三道牵引装置并分别配置三道张力检测辊,薄膜可在第一道牵引与第二道牵引之间进行切边(及在线分切),分切后的膜由第三道牵引,平稳地将膜送人收卷机,收卷机与接近辊始终保持一定距离,以确保收卷不起皱。由于缠绕薄膜的韧性极好,所配切割刀特别锋利,并且在分切时也动,以保证薄膜边缘整齐而不起毛。生产线采用双工位换卷系统,当一个工位满卷后,由翻卷电机带动另一个工位至卷取位置,同时锯齿飞刀切断薄膜,由光电传感器引导接近辊靠近收卷轴,进行下一次收卷。
⑩卸料装置
收卷处配有进口电动吊车,便于半成品膜卸卷并减轻劳动强度,提高工作效率。
⑪1废料回收装置
边料回收采用负压吸边、在线粉碎并将粉碎好的边料直接风送至主挤出机的上料斗中,与其他原料混合后进入挤出机。www.susumino.com薄膜生产设备
(4)电器控制系统
采用 SIEMENS人机界面装置,可通过人机界面装置对整条生产线进行各种操作。包括数据监控、工位的实时监测、查询故障记录以及班组间信息交流等。生产线传动部分采用Sie-mens矢量变频器及高精度旋转编码器组闭环调速;流延辊、骤冷辊、三道牵引、收卷采用同步加张力闭环调节控制;双工位中心卷取收卷,可实现直径自动计算、张力计算及锥度调节等功能;整机速度自动跟踪,调速精度为0.01%,整条生产线可实现单、联动控制。温度部分采用日本RKC公司智能集成温控模组,完成信号采集、控制、设定与监测,均可通过人机界面实现。
南京住野精工机械有限公司有专业的流延膜生产线,公司主营的流延膜制造生产线有:TPU热熔胶膜生产线,CPP/CPE流延膜生产线,EVA太阳能封装胶膜生产线,PE卫生透气膜生产线,PVDF流延膜生产线,PP三维立体薄膜生产线,医用血液净化薄膜生产线,多层共挤阻隔膜生产线,LLDPE缠绕膜生产线等。
公司地址:江苏省南京市江宁区秣陵街道开拓路11号
联系方式:025 5183 9686/133 9078 0291